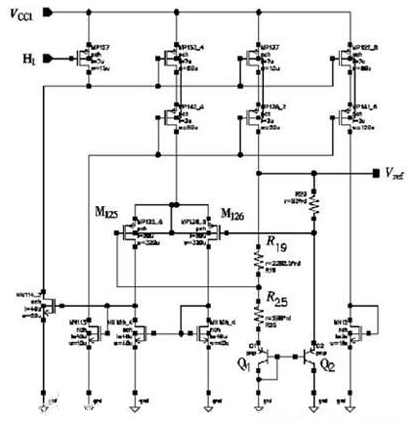
本文首先介绍了带隙基准是什么,然后分析了带隙基准的原理。
2019-08-06 17:48
电火花加工是一种利用电能和热能进行加工的新工艺,俗称放电加工。电火花加工与一般切削加工的区别在于,电火花加工时工具与工件并不接触,而是靠工具与工件间不断产生的脉冲性火花
2019-10-10 16:02
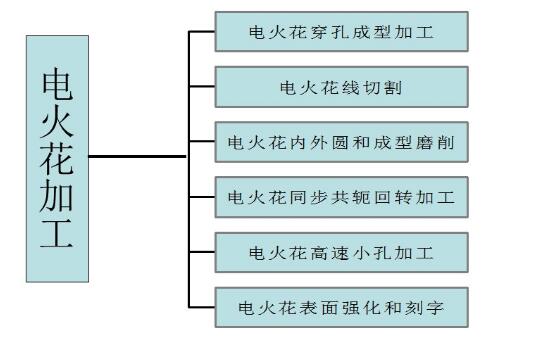
电火花加工在电加工行业中应用最为广泛的一种加工方法,约占该行业的90%。按工具电极和工件相对运动的方式不同,大致可分为电火花成型加工、线切割加工、电火花磨削加工、电火花
2019-10-10 16:15
火花塞间隙是否适当,对其“效能”的发挥影响很大,火花塞在制造时已将间隙调整到最佳位置,不正确的间隙可能对火花塞的机能和发动机的性能产生很大的影响。
2018-01-17 18:14
本文首先介绍了火花塞工作原理,其次介绍了火花塞特性以及火花塞的构造,最后介绍了火花塞常见种类和火花塞的功能。
2018-01-17 17:53
宽带隙半导体是一种具有宽带隙的半导体材料,其特性是具有较宽的能带隙,可以吸收和发射更多的光子,从而提高半导体器件的效率。它广泛应用于太阳能电池、激光器件、光电子器件等领域。
2023-02-16 15:07
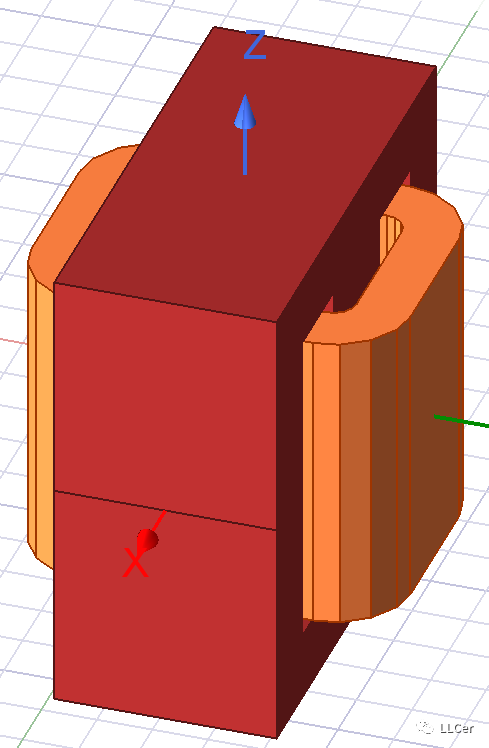
铁氧体电感设计中如果磁芯尺寸选的不够大(Ae小),为了降低磁芯损耗/减小ΔB,需要把电感匝数加多,这时候磁芯气隙就会变大。处理过大的气隙,常用方法是气隙分段,或者用粉芯磁路来填充。当气
2023-10-28 11:30
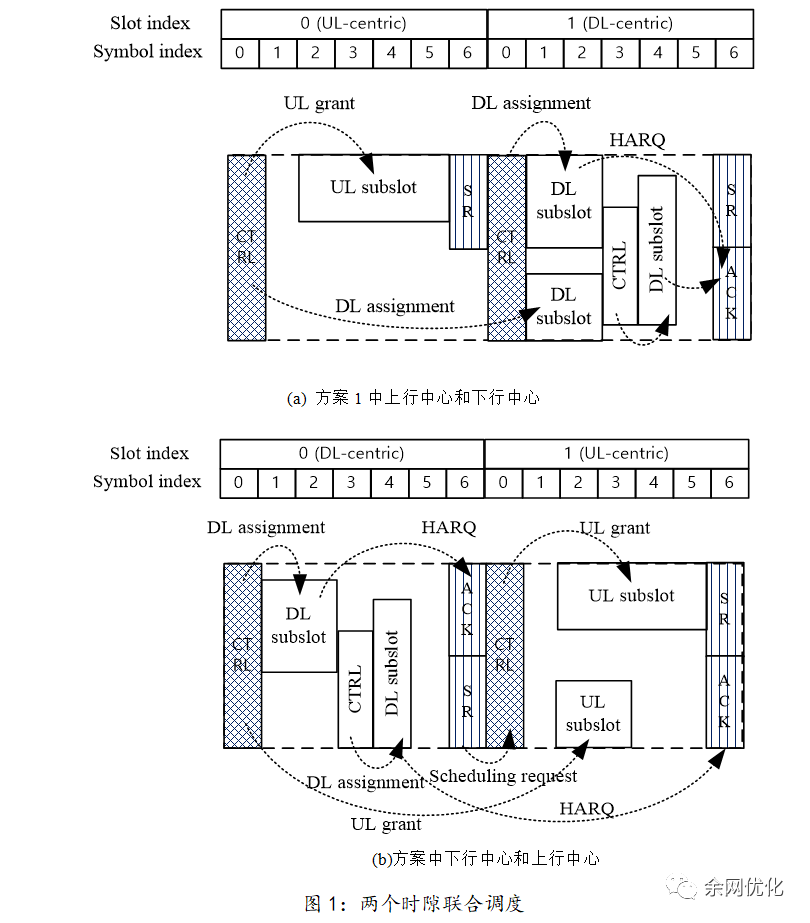
讨论时隙主要是确定y的值。根据混合时隙的概念,时隙可以以DL 控制开头以UL 控制结尾。
2023-12-04 14:17
表示电火花加工特性的指标有:加工速度(g/min,每分钟多少克),表面粗糙度(μm)、间隙(μm)和电极损耗比(%)。这些加工特性主要取决于放电电流的最大值和放电的持续时间(脉冲宽度)等电气条件,在相同的加工条件下,加工效率的高低与脉冲放电的停止时间(tr)的大小有很大关系。
2019-10-10 16:06
电火花加工是不断放电蚀除金属的过程。虽然一次脉冲放电的时间很短,但它是电磁学、热力学和流体力学等综合作用的过程,是相当复杂的。
2019-10-10 15:57