
印刷钢网厚度0.005″采用激光切割,电抛光。作为0.004″和0.006″厚网板的折中,选择了0.005″的厚度。 应用较薄的0.004″网板,锡膏的传输效率会较高,但可能不能满足其他元件对锡膏量的要求。
2023-09-21 15:08
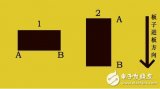
对于一般设计的焊盘,如果将焊盘的宽度适当增加,则可以减少使元件发生竖立的纵向表面张力。这样可以减少0201元件的立碑现象。
2019-10-03 17:38
当元件间距为0.008″时,没有产生焊点桥连缺陷,但在氮气中回流和使用助焊剂活性较强的水溶性锡膏 会增加焊点桥连的缺陷。在较小的焊盘上出现的桥连缺陷比在大的焊盘上出现桥连的缺陷要多。
2023-09-20 15:23
为确定0201焊盘设计的关键参数,需要进行两种试验设计:其一是焊盘尺寸的确定,其二是对焊盘间距的确定。试验是在优化贴片和回流焊接工艺参数并根据回流后不良焊点率统计数据的基础上进行的。试验一是焊盘设计,它的评估标准是用不同的贴片和回流焊设备工作时的缺陷率为,焊接强度。
2023-08-18 14:37
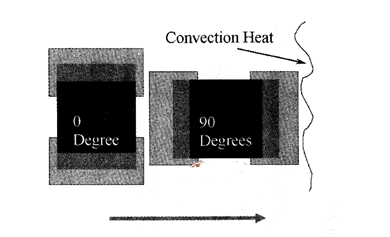
对于免洗型锡膏在空气中回流焊接工艺,P值(置信度)是0.5165。因为P值较高,我们不能否决虚拟假设。因 此使用免洗型锡膏在空气中回流焊接时,元件的方向对装配良率没有明显的差别。也就是说,由于免洗型助焊剂 的低活动性,在空气中回流焊接时不会增加立碑(焊点开路)的风险。
2023-09-20 15:31
关键技术点。 1、贴片元件送料器工作台:精密定位料车(carriage)工作台的能力; 2、贴片元件送料器:送料器必须制造达到极小的公差,以保证吸取位置维持可重复性.另外,用于制造送料器的材料必须
2020-12-29 16:22
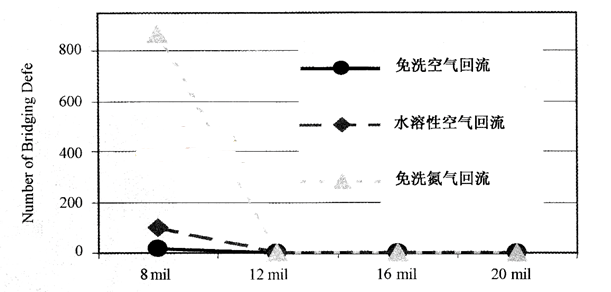
焊点桥连缺陷与元器件之间的间距相关。试验表明,随着元器件间距的增加,焊点桥连缺陷也随之减少,当元 器件间距为0.012″或更大时,在3个装配工艺中都没有发现有桥连的缺陷。
2023-09-20 15:37
1、使用免洗型锡膏在空气中回流焊接时,基于焊盘设计的装配缺陷 在此smt贴片装配工艺中,18种焊盘设计中的7种设计上(BDH,BEG,BFG,BFH,CDH,CEH&CFH)没有产生任何smt装配缺陷。根据锡膏印刷的难度、焊盘的形状和焊盘的尺寸,BEG和CEH焊盘是比较好的设计。 对于其他几种设计,因为考虑到最小的焊盘设计,相应的网板开孔尺寸也会设计较小。但较小的开孔使锡膏的传输效率不高,容易被阻塞。如果采用厚度为0.004″印刷网板,虽然会提高锡膏的传输
2021-03-25 17:44
对0201元件和01005元件成像对中需要高倍率的相机,光源的使用和其他较大的片装元件也有区别。一般的元
2023-09-15 15:10
本文介绍,尽管0201元件有其内在优势,但是它们的
2006-04-16 21:03