元件在氮气焊接条件下的无铅装配所产生的立碑缺陷并不像0201元件装配那样明显。 01005元件焊盘的设计建议采用BFG组合,印刷钢网厚度为4mil,开孔
2018-09-05 10:49
所示。 表2 第一张印刷钢网上01005元件开孔的比例缩放设计 图1 钢网开孔设计,尺寸D为“V”型切割图2 钢网开孔设计形成不同的“重叠区域” 这张钢网上大部分开孔相对焊盘是对称的,也有
2018-09-05 10:49
对0201元件和01005元件成像对中需要高倍率的相机,光源的使用和其他较大的片装元件也有区别。一般的元
2023-09-15 15:10
嘴干涉其他元件。 图1 0201元件最佳目标取料位置图2 取料偏差导致吸嘴和其他元件干涉 为了消除包装和送刈·器等带来的误差,保证取料的一致性,需要贴片机在取料过程中
2018-09-06 16:24
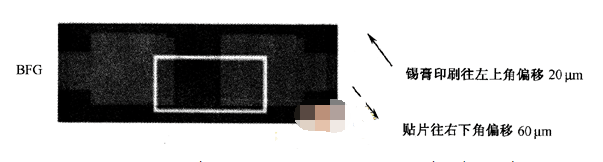
01005元件焊盘的设计建议采用BFG组合,印刷钢网厚度为4mil,开孔尺寸:宽9mil,长10 mil,“居中”的方 式,即印刷钢网开孔位置在焊盘的中间。这样可以保证在锡膏印刷公差为±20μm和贴片公差在±60μm
2023-09-22 15:15
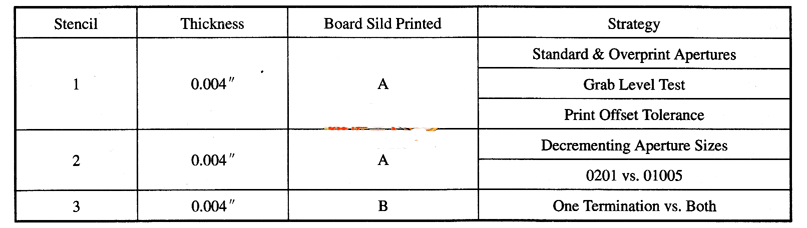
应用张印刷钢网主要目的是确定保证装配良率前提下,锡膏印刷的合适公差。钢网上01005元件的开孔是 在前面所介绍的0201元件成功的工艺基础上加以比例缩放的,表2中列出了其比例缩放的计算公式。在这张钢网 上,9种焊盘宽
2023-09-20 15:16
对0201元件和01005元件成像对中需要高倍率的相机,光源的使用和其他较大的片装元件也有区别。一般的元
2018-09-05 09:59
65um@3Sigma的精度可以很好的处理0201和01005元件的贴装。当然还必须保证锡膏的印刷精度,单一的偏差有 时不会有很大的影响。但是贴片偏差和锡膏印刷偏差的综合影响必须加以控制。譬如
2018-09-07 15:56
0402元件改成0201甚至01005除了耐压、精度、贴片工艺 还需要注意哪些细节
2023-05-05 18:29
从成本的角度考虑,在空气中回流焊接无疑是比较有吸引力的焊接工艺,它有利于降低焊料熔融状态下的润湿力,对减少立碑和桥连缺陷有一定的帮助。但是对01005元件的装配,特别是无铅装配而言,将会变得
2018-09-05 10:49