焊接电流是决定熔深的主要因素。在一定的范围内,电流增加时,焊缝的楚深‘和余高4都增加,而焊缝的熔宽B增加不大。增大焊接电流
2019-11-15 16:27
焊接电弧的稳定性是指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度,即在电弧燃烧过程中,电弧能维持一定的长度、不偏吹、不摇摆、不熄灭,电弧电压和焊接电流保持一定。
2019-12-27 14:24
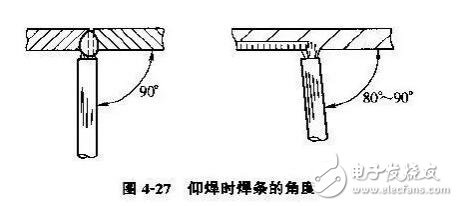
液态金属因自重下坠滴落,不易控制熔池形状和大小,会造成未焊透和凹陷,宜采用较小直径的焊条和小焊接电流并采用最短的电弧焊接
2019-11-20 15:12
激光焊接可分为热传导焊和深熔焊, 前者的热量通过热传递向工件内部扩散, 只在焊缝表面产生熔化现象, 工件内部没有完全熔透, 基本不产生汽化现象, 多用于低速薄壁材料的焊接
2019-06-05 15:05
产生焊接电弧的必要条件主要包括以下三个方面:电源条件、电极条件和工件条件。 电源条件 焊接电弧的产生需要一定的电源条件,主要包括电源电压和电流。在焊接中,我们通常使用直
2024-02-27 11:33
提供周期性变化的脉冲式焊接电流,可精确地控制电弧功率和焊接熔池的形状和尺寸。
2019-11-27 14:51
钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形
2019-07-03 16:44
焊接电弧是两个电极间的放电现象称为电弧,它是一种空 气导电的现象。
2019-12-27 14:27
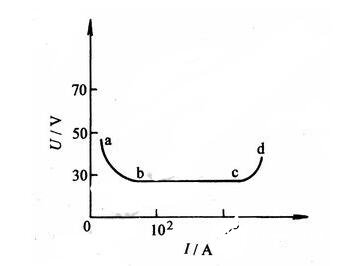
焊接电源是指CO2气体保护焊的电源,采用平特性或缓降外特性,空载电压为38~70V。电弧自调节作用强,短路电流大,引弧容易,不粘丝。操作时会感到电弧平静、柔软、富有弹性、飞溅小。
2019-07-02 16:41
直流电弧焊或电弧切割时,电源输出端有固定的正极和负极。焊件接电源正极、电极接电源负极的接线法,叫正接;焊件接电源负极、电极接电源正极的接线法,称为反接。
2019-12-27 14:37