电火花加工在电加工行业中应用最为广泛的一种加工方法,约占该行业的90%。按工具电极和工件相对运动的方式不同,大致可分为电火花成型加工、线切割加工、电火花磨削加工、
2019-10-10 16:15
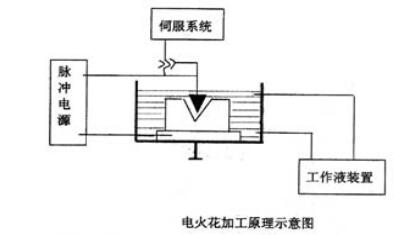
电火花加工是一种利用电能和热能进行加工的新工艺,俗称放电加工。电火花加工与一般切削加工的区别在于,电火花加工时工具与工件并不接触,而是靠工具与工件间不断产生的脉冲性火花
2019-10-10 16:02
表示电火花加工特性的指标有:加工速度(g/min,每分钟多少克),表面粗糙度(μm)、间隙(μm)和电极损耗比(%)。这些加工特性主要取决于放电电流的最大值和放电的持续时间(脉冲宽度)等电气条件,在相同的加工条件下,加工效率的高低与脉冲放电的停止时间(tr)的大小有很大关系。
2019-10-10 16:06
电火花加工是不断放电蚀除金属的过程。虽然一次脉冲放电的时间很短,但它是电磁学、热力学和流体力学等综合作用的过程,是相当复杂的。
2019-10-10 15:57
本文首先介绍了电弧放电的特点及危害,其次介绍了产生电弧和电火花的主要原因,最后阐述了电火花放电和电弧放电的区别,具体的跟随小编一起来了解一下吧。
2018-05-10 16:44
紫外线火焰监测器,主要用于燃气、燃油工业的火焰监测,该监测器只对产生电火花、电弧、电晕、火焰等现象的紫外线敏感,对灯光和炉膛高温辐射无反应,抗干扰性强。控制点火装置自动点火,点火同时自动打开燃料阀
2018-02-14 22:41
高压击穿,导线短路,绝缘导线外绝缘层损坏,开断感应电路产生拉弧现象。
2019-12-12 16:26
脉冲放电的能量密度高,便于加工用普通的机械加工方法难于加工或无法加工的特殊材料和复杂形状的工件。不受材料硬度影响,不受热处理状况影响。
2019-10-10 15:49
放电间隙的一致性,工具电极的损耗及其稳定性。电火加工时,工具电极与工件之间存在着一定的放电间隙,如果加工过程中放电间隙保持不变,则可以通过修正工具电极的尺寸放电间隙进行补偿,以获得较高的加工精度。然而放电间隙的大小实际上是变化的,影响着加工精度。
2019-10-10 16:10
如果你想领略一下高压电火花的魅力,马克思发生器是一个比较好的选择。只要几个电容、电阻,简单的组合一下,很容易得到几厘米长的电弧,相当漂亮。 下面是一款简版的马克思发生器电路图: 这款马克思发生器
2014-04-24 10:28