电子发烧友
9648次浏览
《埋弧自动焊焊接施工工艺标准》(以下简称“本标准”)是由浙江精工钢结构建设集团有限公司(以下简称“精工”)贯彻了《建筑钢结构焊接技术规程》(JGJ81-2002)、《埋
2010-10-27 15:38
埋弧焊的电流速度一般为b500~600A,电压速度一般为32~38V。
2021-03-02 16:03
焊接电流是决定熔深的主要因素。在一定的范围内,电流增加时,焊缝的楚深‘和余高4都增加,而焊缝的熔宽B增加不大。增大焊接电流可以提高生产率,但在一定的焊速下,焊接电流过大会使热影响区过大并产生焊瘤或使焊件被烧穿。若焊接
2019-11-15 16:27
自动埋弧焊以其焊接熔深大,生产效率高,机械化程度高 ,在锅炉、压力容器行业的中厚板焊接中一直被广泛应用,并且效果非常好。但焊接Q235Bδ=4 mm的低碳钢
2010-10-27 15:37
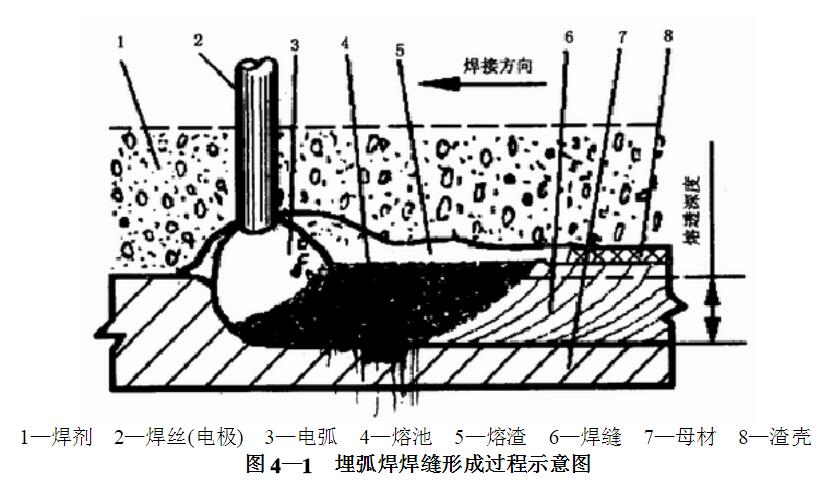
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘
2019-11-19 15:01
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成
2010-01-26 14:49
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成
2010-02-01 14:18
埋弧焊缝产生气孔的主要原因是氢,氢气是由焊材、母材带入电弧区的水分所造成的。但是电磁偏吹、母材质量不好等也会造成气孔,应根据实际情况具体分析,采取相应防止措施。
2021-03-02 16:08
焊丝表面和焊件坡口及其待焊区域的铁锈、油污或其它污物在焊接时会产生大量的气体,而产生气孔。所以焊接时必须严格清理焊丝表面和焊件坡口及其待焊区域的金属表面。
2019-11-19 15:10
2012-11-20 21:13