数控加工中刀具的选择和切削用量确定是在人机交互状态下完成,要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工特点,正确选择刀刃具及切削用量。
2019-08-24 10:06
修改预加工的孔径尺寸;修改余量分配,合理选择切削用量;减少铰刀齿数,加大容屑空间或将刀齿间隙磨去一齿。
2022-10-20 16:11

影响切削过程的生产效率、加工质量和经济效益,甚至还会影响切削过程的正常进行。为了解决这一问题,在20世纪60年代,提出了一种机床的自适应控制方法,在切削加工过程中采用该方法能根据随时变化的实际
2018-03-16 10:09
针对镍铁合金薄壁零件车削加工出现的问题,从零件材料特性、零件加工易产生变形等方面进行分析,通过改进零件热处理工艺、设计装夹夹具及零件装夹方法,合理选择刀具材料和刀具角度、切削用量,从而达到减小加工变形、保证零件加工精度的目的。
2023-02-09 09:21

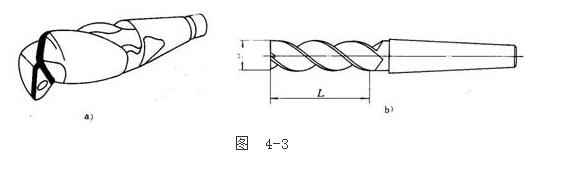
一、切削刀具的基本分类 按端部几何形状分: 平底端铣刀 平底R角端铣刀 球头端铣刀 可转位镶嵌式端铣刀 二、切削刀具的基本几何结构 三、切削刀具的几何精度 用于精加工的
2023-06-15 16:26
在进行零件精加工生产时,与粗加工不同的是精加工中需要充分考虑装夹、走刀、工艺参数对零件内部应力的影响以及切削时切削力、切削热对零件结构的影响,控制变形,避免由于效率提升引起变形,造成零件精度及表面质量破坏。
2019-08-03 10:25

在实践中构建实用量子计算机的难度极高,这需要大幅提高量子计算机的规模、保真度、速度、可靠性和可编程性,才能充分发挥其优势。另外,还需要功能强大的工具以解决许多阻碍实现实用量子计算的复杂物理挑战和工程难题。
2024-09-09 10:24

应指出,采用氮冷却或二氧化碳冷却进行辅助的切削是一种干式加工,这种干式冷却不仅能冷却刀具、有助快速断屑和延长刀具寿命外,仍具有干切削加工所具有的众多经济、技术和生态效益。如图2。
2023-08-07 15:49
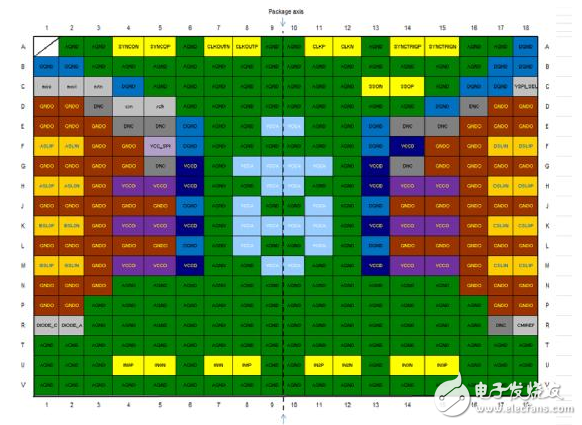
Teledyne e2v已研发出最新的12位四核高速大带宽ADC的新版本。EV12AQ605和EV12AQ600的管脚完全兼容。这款新的ADC版本主要面向大用量的商业和工业市场领域。
2019-11-11 08:43
1. 对切削温度的影响:切削速度,进给率,背吃刀量; 对切削力的影响:背吃刀量,进给率,切削速度; 对刀具耐用度的影响:切削
2018-08-20 10:30